
Las carcasas de aluminio complejas suelen fallar o tener éxito antes de que comience la producción en masa. Las decisiones importantes se toman durante la revisión de las herramientas: dónde se abre la pieza, qué socavados necesitan deslizamientos, por dónde entra el metal, cómo se expulsa la pieza fundida, qué superficies necesitan material de mecanizado y qué debe aprobar el comprador en las primeras muestras. Un comprador no necesita diseñar el molde, pero debe comprender lo que se debe revisar antes de lanzar las herramientas.
Se puede citar y elaborar una portada simple con una discusión limitada. Una caja de cambios compleja o una carcasa relacionada con el motor son diferentes. Puede incluir nervaduras, cavidades profundas, aberturas laterales, áreas de apoyo, resaltes de pernos, caras de sellado y superficies exteriores visibles. Cada característica influye en el molde. Si el comprador aprueba las herramientas sin revisar estos elementos, los cambios posteriores pueden requerir reelaboración del molde y pérdida de programación.
La revisión de herramientas no es sólo para el proveedor. También protege al comprador. Confirma que la pieza fundida se puede retirar del molde, que las caras críticas están protegidas, que hay stock de mecanizado disponible y que los requisitos estéticos no entran en conflicto con las necesidades del proceso.
| Decisión de herramientas | lo que controla | El comprador debe confirmar |
|---|---|---|
| Dirección de despedida | ¿Qué superficies están formadas por cada mitad del molde? | Si aparece una línea de separación en las caras visibles o de sellado |
| Núcleos deslizantes | Orificios laterales, socavados y características internas. | Si la característica es realmente necesaria tal como está fundida o puede mecanizarse más adelante |
| Ubicación de la puerta | Flujo de metal, marca de corte y calidad de la superficie local. | ¿Qué superficies no pueden aceptar marcas de puertas o molduras? |
| Diseño del eyector | Cómo se libera la pieza fundida del molde | Si las marcas de expulsión están ocultas o son aceptables |
| Desbordamiento y ventilación | Liberación de aire y estabilidad de llenado. | Si hay suficiente área no funcional para las características del proceso |
Los núcleos deslizantes permiten que se formen características laterales en la pieza fundida, pero añaden costos, mantenimiento y posibles áreas de rebaba. Un orificio lateral que parezca conveniente tal como está fundido puede producirse mejor mediante mecanizado CNC si la tolerancia es estrecha o si el deslizamiento haría que el molde fuera inestable. Por otro lado, puede valer la pena moldear directamente una cavidad lateral repetida con poca tolerancia. Esta decisión debe tomarse característica por característica, no por hábito.
Para los compradores, la pregunta útil es: ¿es necesario fundir esta socavación o sólo importa el resultado final mecanizado? Si la función final es un agujero roscado, el mecanizado puede ser más limpio. Si la característica es una salida de cable grande o un bolsillo para reducción de peso, puede estar justificado un deslizamiento.
| Artículo de aprobación | Razón | Pruebas a solicitar |
|---|---|---|
| Informe dimensional | Confirma dimensiones críticas y datos de mecanizado. | Informe FAI basado en dibujo marcado. |
| Superficies mecanizadas | Muestra si el plan de asignación y accesorios es correcto | Fotos y datos medidos de planitud, diámetro interior o agujero. |
| Superficie de fundición | Comprueba las marcas de flujo, el riesgo de cierre en frío y el estado del recorte. | Revisión de la fundición en bruto antes del recubrimiento, si es posible. |
| Ajuste de montaje | Valida cómo funciona la carcasa con piezas coincidentes. | Comentarios sobre el ensamblaje de prueba del lado del comprador |
| Prueba de embalaje | Protege las superficies mecanizadas o recubiertas durante el envío. | Muestra empaquetada o aprobación de fotografía de embalaje |
El stock de mecanizado debe discutirse durante la revisión de herramientas porque afecta el modelo de fundición. Si una cara de sellado, un orificio de rodamiento o una almohadilla de montaje necesitan un acabado CNC, el molde debe dejar suficiente material. Si el margen es demasiado pequeño, es posible que el área mecanizada no quede limpia. Si es demasiado grande, el tiempo de mecanizado aumenta y pueden quedar expuestos defectos. El mejor plan es marcar las superficies de mecanizado en el dibujo y dejar que el ingeniero de herramientas diseñe alrededor de ellas.
Para una carcasa compleja, Huabo preguntaría qué lado es visible, qué superficies sellan, qué orificios están roscados, qué dimensiones son críticas, si se requiere recubrimiento y cómo se ensambla la pieza con los componentes circundantes. El equipo también revisaría si el comprador acepta cambios en el DFM, como agregar calado, cambiar el espesor de la pared local o modificar las nervaduras.
El objetivo final no es un molde que simplemente produzca una forma. El objetivo es una herramienta que pueda soportar una producción repetida, un mecanizado estable, una inspección realista y una calidad superficial aceptable.
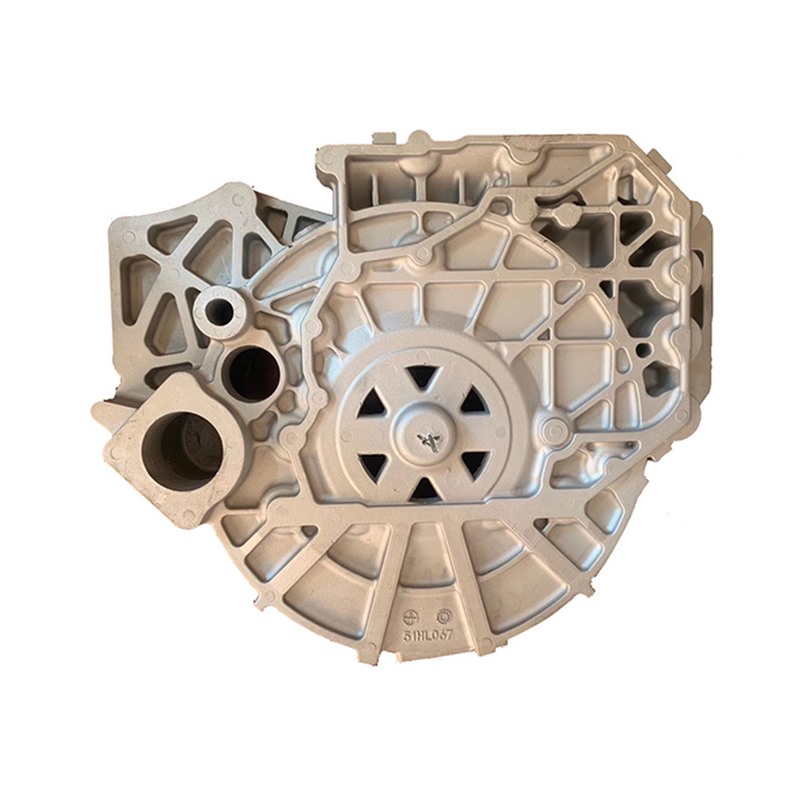
Referencia de producto relacionado:Carcasa de caja de cambios de motor de fundición a presión de aluminio. Páginas relacionadas:herramientas de molde de fundición a presión,servicio de fundición a presión de aluminioycontrol de calidad.
Teléfono:+86 18868921505
Correo electrónico:lijianguo@cxhuabo.com
Dirección: Y iheng road, ciudad de Changhe, ciudad de CI, ningbo, provincia de Zhejiang, China

escanear wechat
Copyright © 2022 Cixi Huabo Machinery Co., Ltd
Mapa del sitioEste sitio web utiliza cookies para garantizar que obtenga la mejor experiencia en nuestro sitio web.








 Whatsapp
Whatsapp Teléfono
Teléfono
Comentario
(0)