
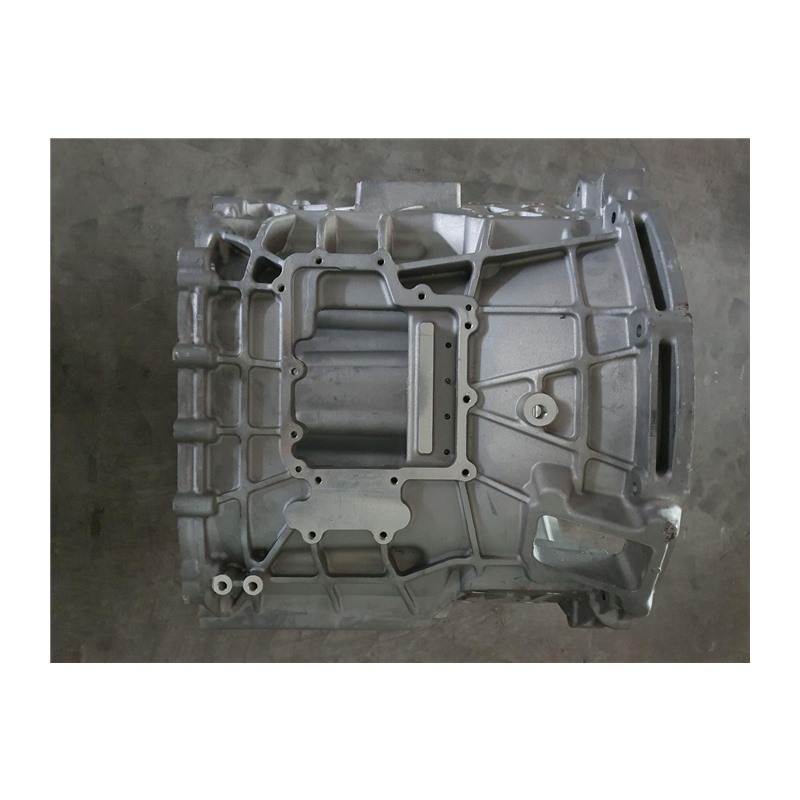
Las grandes carcasas estructurales de fundición a presión de aluminio crean un conjunto de riesgos diferente al de las pequeñas cubiertas de precisión. La pieza puede tener caras anchas, nervaduras largas, protuberancias pesadas, múltiples áreas de montaje y superficies exteriores visibles. El comprador debe considerar no solo la calidad de la fundición, sino también la planitud después del enfriamiento, los datos de mecanizado CNC, el manejo durante la producción y la protección durante el envío de exportación.
En una pequeña parte, un ligero cambio local puede ser fácil de controlar. En una carcasa grande, la misma variación del proceso puede convertirse en cambio de planitud, distorsión diagonal o espacio en el ensamblaje. Es por eso que la revisión inicial debe centrarse en el equilibrio de las paredes, la disposición de las nervaduras, la concentración de calor y dónde se sujetará la pieza durante el mecanizado. Una pieza de fundición grande no debe tratarse como una versión ampliada de una cubierta pequeña.
Los compradores suelen pedir paredes más resistentes porque la pieza parece resistente. En la fundición a presión, la resistencia generalmente se logra mejor mediante nervaduras bien ubicadas y transiciones de pared controladas en lugar de simplemente agregar espesor. Las secciones gruesas innecesarias pueden aumentar la contracción, el riesgo de porosidad y la variación del enfriamiento.
| Área de diseño | Riesgo en piezas de gran tamaño | Mejor acción de ingeniería |
|---|---|---|
| cara larga y plana | Deformación o contacto desigual durante el montaje | Defina qué cara necesita mecanizado y control de planitud |
| disposición de las costillas | Las nervaduras pueden crear contracción local o no soportar la carga. | Equilibre el espesor de las nervaduras y conéctelas a rutas de carga reales |
| jefe pesado | Porosidad cerca del saliente del tornillo o de la plataforma de montaje | Utilice filetes, núcleos y transición de pared adecuados |
| Dato de mecanizado | Gran parte puede desplazarse si la referencia del dispositivo es débil | Planifique una sujeción estable y una secuencia de referencia antes de tomar muestras. |
| exteriores visibles | Pueden aparecer marcas de manipulación después de la inspección. | Definir zona de apariencia y protección del embalaje. |
No todas las superficies grandes necesitan la misma planitud. Una cara de montaje, una cara de junta o un área relacionada con un rodamiento pueden requerir inspección y mecanizado CNC. Es posible que una cara exterior sin contacto solo necesite un estándar cosmético razonable. Si el dibujo aplica una planitud ajustada en todas partes, el costo puede aumentar sin mejorar la función. Si el dibujo no marca la cara crítica, el proveedor puede pasar por alto el área que realmente importa.
Huabo normalmente preguntaría qué superficies entran en contacto con otros componentes, qué orificios ubican el conjunto y si la carcasa soporta carga estática o vibración dinámica. Esta información ayuda a decidir dónde reservar el margen de mecanizado y dónde son aceptables las superficies fundidas.
| Escenario | Posible problema | Método de control |
|---|---|---|
| Recortar y desbarbar | Los bordes largos pueden contener rebabas o puntos afilados. | Defina el estándar de desbarbado e inspeccione los bordes funcionales |
| Mecanizado CNC | Las piezas de fundición grandes pueden deformarse bajo la fuerza de sujeción. | Utilice un plan de fijación estable y evite sujetar demasiado las áreas delgadas. |
| Acabado de superficies | El espesor del revestimiento o las marcas colgantes afectan la apariencia | Aprobar muestra y especificar zonas visibles |
| Manejo | Arañazos, abolladuras o marcas de impacto después del control de calidad | Utilice puntos de manipulación y separación dedicados durante el movimiento. |
| Embalaje de exportación | Las piezas pesadas se frotan o presionan entre sí durante el transporte. | Utilice espuma, particiones, paletas o embalaje personalizado según sea necesario |
Para los compradores internacionales, la pieza no está terminada cuando sale de la mesa de inspección. Una pieza de fundición estructural de gran tamaño puede dañarse durante la manipulación, la carga de contenedores o el transporte a larga distancia. Los rayones en las caras visibles, las abolladuras en las superficies mecanizadas o las marcas de presión en las áreas recubiertas pueden crear disputas incluso cuando la calidad de la producción fue aceptable. Es por eso que las instrucciones de embalaje deben analizarse junto con el acabado de la superficie y la inspección.
Si la carcasa tiene caras mecanizadas, se deben proteger del contacto directo. Si está recubierto, las piezas no deben rozar entre sí. Si es pesado, el plano de la caja o palé debe impedir su movimiento durante el envío. Para pedidos repetidos, el método de embalaje aprobado debe conservarse como parte del archivo de calidad.
Los compradores deben enviar el modelo 3D, el dibujo 2D, la cantidad anual, las superficies de montaje críticas, el acabado esperado, el estándar de superficie visible, la información de carga o ensamblaje y las expectativas de embalaje de exportación. Si la pieza se utiliza en equipos industriales, incluya si estará expuesta a vibraciones, aceite, humedad o condiciones exteriores.
Referencia de producto relacionado:Carcasa de equipo estructural grande de fundición a presión de aluminio. Páginas relacionadas:servicio de fundición a presión de aluminio,control de calidadyPiezas de fundición a presión de maquinaria industrial.
Teléfono:+86 18868921505
Correo electrónico:lijianguo@cxhuabo.com
Dirección: Y iheng road, ciudad de Changhe, ciudad de CI, ningbo, provincia de Zhejiang, China

escanear wechat
Copyright © 2022 Cixi Huabo Machinery Co., Ltd
Mapa del sitioEste sitio web utiliza cookies para garantizar que obtenga la mejor experiencia en nuestro sitio web.








 Whatsapp
Whatsapp Teléfono
Teléfono
Comentario
(0)